 简体中文
简体中文







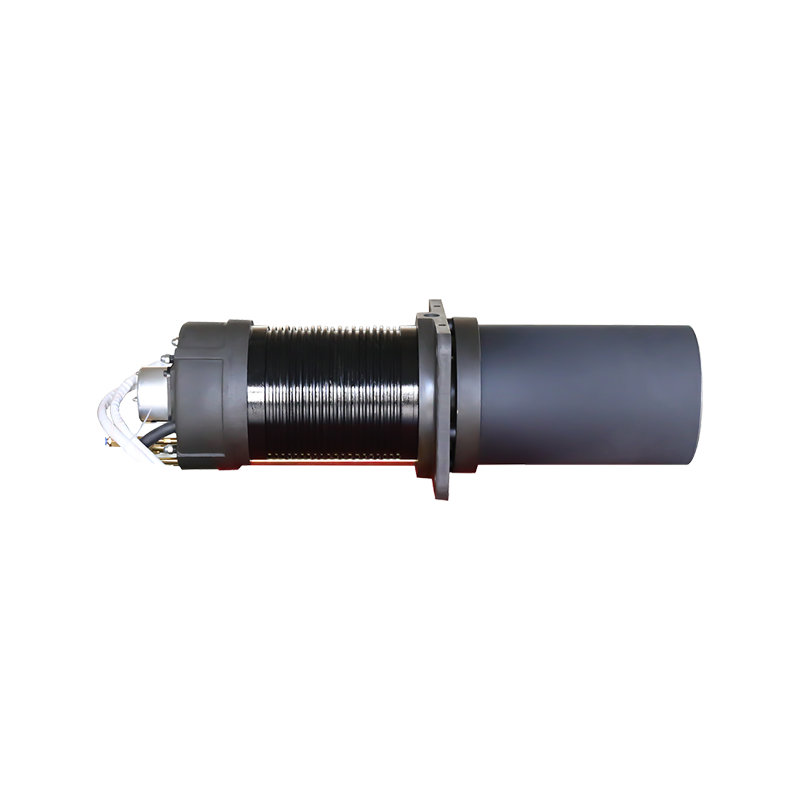
Furcile de schimbător de la Barmag, care sunt produse de companie pentru Barmag în Germ...

Domeniu de aplicare: Fire din fiber UHMWPE, fire din fiber de aramidă, fire din...
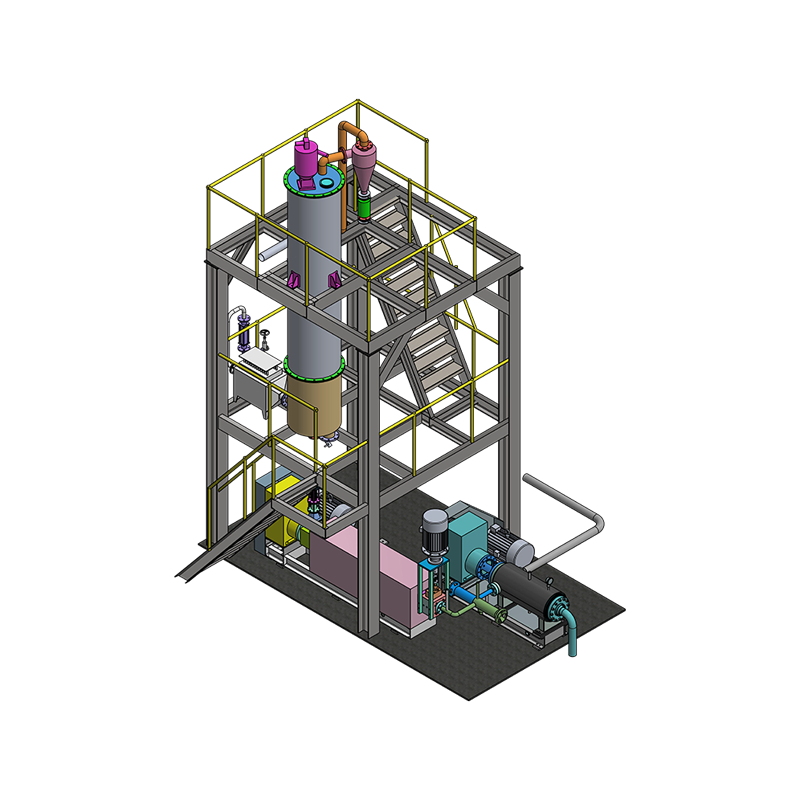
Mașina de filare directă cu topire poate face în mod convenabil diverse fire funcțional...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse de companie pentru Barmag în Germ...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse ale companiilor noastre pentru Ba...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse ale companiilor noastre pentru Ba...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse ale companiilor noastre pentru Ba...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse de companie pentru Barmag în Germ...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse de companie pentru Barmag în Germ...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse de companie pentru Barmag în Germ...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse ale companiilor noastre pentru Ba...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse de compania noastră pentru Barmag...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse de compania noastră pentru Barmag...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse de compania noastră pentru Barmag...
Furcă de schimbare pentru Barmag")
Furcile de schimbător de la Barmag, care sunt produse de compania noastră pentru Barmag...

Introducere Industria textilă este în continuă evoluție, producătorii care caută modalități de a reduce costurile de producție, menținând în același timp producția de înaltă calitate. O soluție care a c...
Vezi mai multe1. Introducere: De ce fibra de polipropilenă merită o privire mai atentă Printre fibrele sintetice, polipropilena (PP) este adesea clasificată ca un material de bază - frecvent umbrită de performa...
Vezi mai multeIntroducere Pe măsură ce industria textilă se îndreaptă către practici mai durabile, cererea de țesături din poliester reciclat a crescut. În centrul producției acestor textile ecologice este utilizarea...
Vezi mai multe Puncte practice pentru întreținerea preventivă a componentelor cheie
Întreținere filiere
Proces de curățare: Folosiți un produs de curățare cu ultrasunete (frecvență 40 kHz, temperatură 60 ℃) cu un agent de curățare special pentru a evita ca periile metalice să zgârie suprafața plăcii.
Standard de testare: abaterea diafragmei ≤0,01 mm, rugozitatea suprafeței Ra ≤0,4 μm (detectată de indicatorul diametrului laser și interferometrul cu lumină albă).
Întreținerea pompei de dozare
Calibrarea presiunii: Utilizați un manometru digital (precizie ±0,1 bar) pentru a detecta presiunea de ieșire în fiecare săptămână și înlocuiți angrenajul sau inelul de etanșare când abaterea este > 5%.
Gestionarea lubrifierii: injectați unsoare la temperatură înaltă (punct de picătură ≥300℃) în fiecare lună și controlați volumul de injecție a uleiului la 1/3 din volumul corpului pompei.
Întreținerea rolelor fierbinți
Controlul temperaturii: Verificați zilnic acuratețea termocuplului (eroare ≤±1℃) și slefuiți din nou suprafața rolei când diferența de temperatură a suprafeței este >2℃.
Aliniere: Folosiți un instrument de aliniere cu laser pentru a regla paralelismul rolei fierbinți și al ghidajului de sârmă în fiecare trimestru, cu o abatere de ≤0,05 mm.
Trei măsuri cheie pentru a reduce rata de oprire
Gestionarea stocurilor de piese de schimb
Stabiliți metoda de clasificare ABC:
Clasa A (valoare mare/perioada lungă de livrare): angrenaj pompe de dozare, rulment cu role fierbinți (inventar de siguranță ≥2 bucăți)
Clasa B (piese de uzură): inel de etanșare, cârlig de ghidare a sârmei (inventar de siguranță ≥5 bucăți)
Clasa C (piese comune): șuruburi, garnituri (achiziționate la cerere)
Aplicarea tehnologiei de monitorizare a stării
Instalați senzori de vibrații (prag ≤4,5 mm/s) pentru a monitoriza starea rulmenților motorului și pentru a furniza o avertizare timpurie a 70% din defecțiuni potențiale.
Utilizați camere termice cu infraroșu pentru a detecta temperatura dulapului electric și pentru a depana rapid creșterea anormală a temperaturii (>50 ℃).
Formarea personalului și operațiuni standardizate
Dezvoltați „SOP de întreținere a mașinii de filat Barmag” pentru a clarifica 12 pași cheie de operare și criteriile de acceptare.
Efectuați exerciții de simulare a defecțiunilor în fiecare lună (cum ar fi tratarea de urgență a blocajului pompei de dozare) pentru a scurta timpul mediu de reparare (MTTR).
Sugestii de optimizare a costurilor de întreținere
Piese originale vs piese compatibile:
Componentele de bază, cum ar fi angrenajele pompei de dozare, ar trebui să aibă prioritate pieselor originale (prelungire a duratei de viață cu 50%), iar piesele consumabile, cum ar fi cârligele firului de ghidare, pot fi piese compatibile certificate (reducerea costurilor cu 40%).
Selectarea serviciului de externalizare:
Se recomandă încredințarea unor furnizori de servicii certificați Barmag pentru revizia anuală, ale căror canale de piese de schimb sunt formale și evidențele de întreținere sunt urmăribile.
Evaluarea cantitativă a efectului de întreținere
Eficacitatea strategiei de întreținere este verificată de următorii indicatori:
Eficiența generală a echipamentelor (OEE): țintă ≥ 85% (media curentă a industriei 72%)
Costul de întreținere al unui singur ax: controlat la ≤ 0,3 yuani/ax·zi (cu 60% mai mic decât înainte de întreținere)
Timp de întrerupere neplanificat: ≤ 8 ore pe lună (reducere cu 70% a defecțiunilor bruște prin întreținere preventivă)
ADRESA: No.1298, Zhouan Road, Economic and Technological Development District, Jiaxing City, Zhejiang Province
TELEFON: +86 19057031687
TEL.: 86-0573-83777752
E-MAIL: [email protected]
Jiaxing Shengbang Mechanical Equipment Co., Ltd. Toate drepturile rezervate. Producători de piese personalizate pentru mașini de filat Barmag
